Научитесь припадке: углубленный гид
Паянка является важным навыком для строительства электронных устройств.Он нуждается в точности, знаниях и правильных инструментах для установления прочных и надежных соединений.Это руководство объясняет важные методы и материалы для хорошей пайки, такие как выбор правильного паяльного железа и понимание того, как поток помогает создать идеальные приповные суставы.Он охватывает различные утюги для пайки и их использование, подчеркивая важность контроля температуры для защиты деталей и обеспечения их долговечности.Руководство также подчеркивает, используя правильный тип припоя, сосредотачиваясь как на традиционных, так и на новых сплавах для лучшей силы и производительности суставов в различных условиях.Подробная информация о том, как оказать окрашивание и поддерживать пайки и охватывая как основные, так и передовые методы пайки, это руководство дает читателям навыки для выполнения точных и эффективных пайков во многих электронных проектах.
Каталог
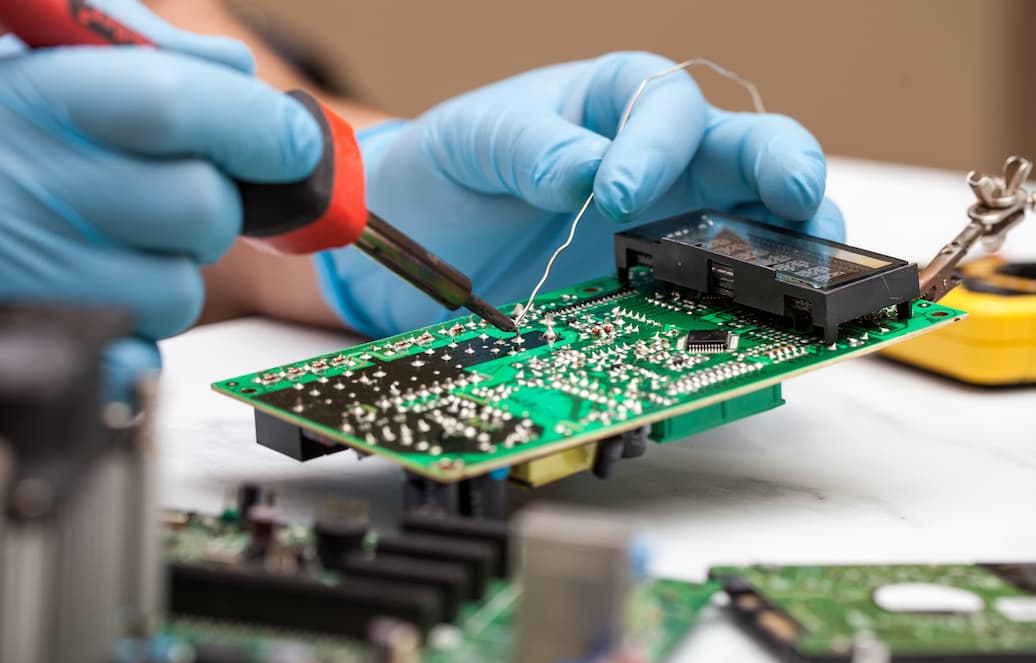
Рисунок 1: пайки
Паяльный железо
Железное паяль является важным инструментом в сборе электроники, в основном используемой для пайки, который включает в себя соединение двух или более электронных компонентов путем таяния припоя вокруг них.Этот процесс создает постоянную связь между компонентами и платой.Основная функция паяльного железа состоит в том, чтобы нагреть припой, плавный металлический сплав, пока он не тает и не впадает в соединение между двумя заготовками, такими как компонент и точка контакта на плате.

Рисунок 2: Припаяя железа
Вам нужна паяльная железа для прикрепления компонентов к круговым платам.Он обеспечивает тепло, чтобы растопить припой, позволяя ему течь и заполнять крошечные зазоры между контактом компонента и прокладкой на плате.Как только припоя остывает, он затвердевает, образуя электрическое и механическое соединение, которое обеспечивает компонент до платы.Этот процесс заставляет электронные устройства работать должным образом.С помощью этого метода компоненты, такие как резисторы, конденсаторы и интегрированные схемы, прочно прикрепляются к ПХБ, образуя ядро бесчисленных электронных устройств.
Типы пайков

Рисунок 3: Пять с низкой и высокой мощностью
Утюги с низкой мощностью
Пайки утюгов с рейтингом мощности от 15 до 40 Вт идеально подходят для деликатных электронных работ.Они идеально подходят для таких задач, как прикрепление компонентов к пласкам кругам, где чрезмерное тепло может повредить чувствительные детали.Более низкая мощность обеспечивает точный контроль температуры, снижая риск перегрева припоя или деликатных компонентов.Тем не менее, эти утюги нагреваются медленнее и могут изо всех сил пытаться поддерживать постоянную температуру во время расширенного использования или при работе с компонентами, которые имеют высокую тепловую массу.
Утюги с высокой мощностью
Паяльщины с рейтингом мощности от 60 до 100 Вт или более предназначены для задач, которые требуют быстрого и последовательного высокого тепла.Эти инструменты важны для составления больших деталей или толстых проводов, потому что им нужна сильная и устойчивая тепло, чтобы сделать твердые припоя.Утюги с высокой мощностью также хорошо подходят для непрерывных, требующих пайков, поддерживая высокие температуры без теплового высадки.Эта надежность полезна в профессиональных условиях, где важна эффективность времени и быстрая пропускная способность.
Полезные пайки с контролем температуры преимущества
Последовательное качество и надежность обеспечивают равномерные приподные суставы, предотвращая слабые места и сбои в электронных цепях.
Усовершенствованная безопасность компонентов применяет точное тепло, избегая теплового амортизатора и теплового повреждения чувствительных компонентов.
Улучшенная скорость и эффективность пайки устраняют необходимость в ручной корректировке температуры, ускоряя процесс пайки.
Сокращение отходов и переделки снижает дефекты и переделку, сохранение ресурсов и минимизация отходов.
Управление температурой для предотвращения повреждения и обеспечения высококачественной пайки
Вот стратегии для эффективного управления температурой:
Во -первых, выберите паяльные утюги и советы, которые поддерживают последовательные температуры.Выберите советы на основе их теплопроводности и способности поддерживать температуру, так как эти факторы влияют на доставку тепла до приповного соединения;
Во -вторых, регулярно калибруйте паяльное оборудование для обеспечения точных температурных дисплеев.Поддерживать оборудование, очистив и заменив изношенные наконечники для обеспечения эффективной и контролируемой теплопередачи;
В -третьих, системы обратной связи температуры: используйте расширенные пайки с системами обратной связи температуры для повышения точности.Эти системы регулируют выход мощности, чтобы поддерживать заданную температуру, компенсируя тепловую нагрузку и изменения температуры окружающей среды;
Затем операторы должны быть обучены не только методам пайки, но и в важности контроля температуры.Они должны знать, как читать и настраивать настройки на подразделениях, контролируемых температурой, и распознавать признаки неправильных температурных применений;
Наконец, контролируйте среду пайки, чтобы предотвратить колебания температуры окружающей среды.Установка кондиционирования или систем отопления для поддержания стабильной среды помогает предотвратить непоследовательные приподные соединения.
Припой
Припой - это плавная металлическая сплава, необходимая для создания постоянных связей между металлическими кусочками в электронике и сантехнике.Он должен намочить материалы, которые он соединяет, будет простым в использовании и поддерживать механическую прочность.В то время как состав припоя варьируется, традиционная смесь - это олово и свинец.

Рисунок 4: Припой
Один исторически распространенный состав припоя составляет 60% олова и 40% свинца.Эта эвтектическая смесь плавится между 183-190 ° C (361-374 ° F) и плавно переходит между твердыми и жидкими состояниями.Этот сплав уравновешивает механическую прочность с легкостью использования, что делает его популярным для ручной пайки.Он производит блестящую отделку при охлаждении, что указывает на хорошо сделанный соединение.
Спояные припоры были разработаны для решения проблем со здоровьем и окружающей средой.Тем не менее, припоя олова по-прежнему используются, где опции без свинца не могут удовлетворить потребности в производительности, например, в высокотемпературных средах.С свинцовыми припоями легче работать, так как они платят при более низких температурах и влажных поверхностях более эффективно, чем многие альтернативы без свинца.
Сорта припоя и их приложения
Fine vs. Толстая припоя: дифференцирование использования в электронных приложениях
Припой поставляется в различных диаметрах, каждый из которых адаптирован для определенных задач.Прекрасный припоя, размером от 0,010 до 0,031 дюйма в диаметре, идеально подходит для точных работ, таких как паяль на плотно упакованных печатных плащах (ПХД), где компоненты находятся близко друг к другу.Его меньший диаметр обеспечивает лучшее контроль и снижает риск создания припоя мостов между близлежащими булавками на компонентах, таких как микроконтроллеры или поверхностные устройства (SMD).
Толстая припоя, обычно более 0,062 дюйма в диаметре, используется для задач, которые требуют большего припоя, таких как соединение больших компонентов и проводов или работа с электроникой.Толстая припоя превосходит эффективную теплопередачу, лучше всего подходит для суставов с высоким содержанием тока или больших тепловых масс.Это свойство позволяет приповке быстро и равномерно формировать прочные и надежные соединения и ускорять процесс пайки.
Выбор между тонкой и толстой припорой зависит от физических и тепловых потребностей компонентов.Прекрасная припоя часто выбирается для чувствительной электроники, где чрезмерное тепло может повредить деликатные детали.Толстая припоя предпочтительнее быстро охлаждать и затвердеть соединение, не перегревая близлежащие районы.
Специальные припоя: изучение повышенной прочности суставов с помощью дополнительных материалов
Помимо традиционного припоя свинца, есть припоя с добавленными материалами, такими как серебро, для повышения прочности и производительности соединений.Серебряные припоры ценят как в электронике, так и в сантехнике за их превосходные механические свойства и более низкие точки плавления по сравнению с чистыми припоями свинца.
В электронике добавление серебра улучшает проводимость и термическую устойчивость к усталости, что делает его идеальным для высокочастотных или высокотемпературных сред.Например, припой серебра используется в автомобильных приложениях, аэрокосмической электронике и солнечных панелях, где суставы должны выдерживать строгие условия.
Повышенная прочность сустава от серебра снижает риск механического сбоя.Кроме того, серебро снижает точку плавления припоя, уменьшая тепловое напряжение на компоненты во время процесса пайки.Тем не менее, более высокая стоимость серебра делает этих припоев менее экономичными для стандартных применений.Их использование оправдано в ситуациях, когда долгосрочная достоверность и эффективность более важны, чем начальные затраты.
Роль потока
Поток требуется в пайке, потому что он готовит металлические поверхности для припадения.Его работа заключается в том, чтобы очистить и запустить эти поверхности, гарантируя, что они свободны от оксидов и загрязняющих веществ, которые могут ослабить связь.Когда металлы нагреваются во время пайки, они имеют тенденцию окислять при контакте с воздухом.Это окисление создает непроводящий слой оксида металла, который препятствует правильной приповной адгезии.
Когда поток наносится и нагревается на металлической поверхности, он активирует и удаляет эти оксиды и эффективно очищает поверхность.Это обнажает чистый металл внизу, позволяя припов более эффективно связываться.Flux также улучшает смачивающие свойства припоя, а это означает, что припоя может равномерно распространяться и лучше контакт с металлом, хорошо для создания сильного электрического и механического соединения.

Рисунок 5: Поток пайки
Типы потока
Вот несколько распространенных типов потока, используемых в пайке:
• Поток кафроза: изготовлен из натуральной смолы, извлеченной из сосен, поток канифона используется в пайке электрической и электроники.Он предотвращает окисление при температуре пайки и является мягким в своем действии.Существует три подтипа, основанные на уровне активности: канифорт (R), активированные канифузы (RA) и склонно активированные (RMA).Потоки RA и RMA содержат добавки, которые улучшают их действие по очистке, что делает их полезными для поверхностей с большим окислением.

Рисунок 6: Поток канифорт
• Водолютивный поток: эти потоки являются более агрессивными, чем на основе канины, и могут вымыть воду после пайки.Они используются в приложениях для сантехники и высокой чистоты.
• Без чистового потока: предназначен для минимизации очистки пост-продажи, нечистые потоки оставляют минимальные остатки, которые являются непроводящими и некоррозионными.Они отлично подходят для того, как выглядит сборка, и когда дополнительная чистка может повредить деликатным деталям.При создании потребительской электроники не используются потоки, потому что они помогают быть эффективным и обрабатывать масштабное производство.

Рисунок 7: Никакий поток
• Кислотный поток: этот высоко коррозивный поток используется для неэлектронных применений, таких как работа с листовым металлом и сантехника с медными трубами.Он удаляет окисление, но не подходит для деликатной электроники, поскольку может коррозировать платы и компоненты.
Сконечница пайки

Рисунок 8: Советы по пайке
Типы советов
Конические советы
Конические кончики, или конусные кончики, имеют острую, конусную форму, которая делает их универсальными для точных задач пайки.Их узкая точка допускает доступ к узким пространствам, что позволяет подробным пайкам на чувствительных компонентах без нарушения соседних областей.Этот совет эффективен для точных пайков на развязках или между тесно упакованными выводами, обеспечивая точность и минимальные нарушения.

Рисунок 9: Коническая паяльная наконечник
Упомянутые советы
Заостренные советы имеют более четкий конец, чем конические кончики, повышение точности и направления тепла до более мелких целей.Этот дизайн хорош для подробного пайки на печатных платах (ПХБ), где требуется точное тепло.Заостренные советы преуспевают в решении решения отдельных припоя и навигации на густонаселенных электронных сборок, обеспечивая точность точков, хорошо для высококачественных схем.

Рисунок 10: Острованный пайковый наконечник
Наконы отвертки
Советы отвертки имеют плоский, похожий на отвертку конец, что делает их оптимальными для пайки больших площадей поверхности, которые требуют существенного распределения тепла.Эти советы облегчают быструю теплообмен на более крупных областях, идеально подходящие для пайки проводов или компонентов, которые требуют быстрого отопления.Их широкая поверхность полезна для равномерного нагрева и олова проводов, оптимизируя процессы в настройках масштабного производства.

Рисунок 11:
Советы по долоту
Подсказки долото сочетают в себе функции плоских и заостренных советов с широким плоским концом, который слегка сужается.Эта конструкция уравновешивает эффективную теплопередачу и целевое применение, что делает их подходящими как для больших компонентных пайков, так и для детальных задач.Оцененные в профессиональных средах, советы дотолов поддерживают различные приложения, от пайки перетаскивания до преодоления нескольких булавок одновременно, предоставляя универсальный инструмент в паяльке арсеналов.

Рисунок 12:
Советы со скозью
Подсказки сочетают характеристики конических и долотовых советов, что делает их адаптируемыми для общих пайков по различным размерам компонентов.Их дизайн обеспечивает точную, но сильную пайку, идеально подходит для подробных электронных задач и более тяжелых применений, требующих эффективной теплопередачи на более крупные прокладки или свинцы.Эта двойная функциональность делает советы скорее для техников, нуждающихся в балансе между деталями и масштабами в пайки.

Рисунок 13:
Советы ножа
Советы ножей создаются для пайки перетаскивания, где наконечник перетаскивается вдоль ряда булавок или прокладки, чтобы создать несколько припоя подключения одним движением.Этот тип наконечника неоценим для эффективной обработки нескольких суставов на устройствах поверхностного монтажа на печатных платах.Форма, похожая на нож, позволяет непрерывно пайку через соединения, не поднимая железо и повышая производительность в конкретных пайках.

Рисунок 14: Совет по пайке ножа
Поддержание кончика
Двумя общими методами очистки наконечника используют влажную губку и использование металлической шерсти.
Влажная губка: этот традиционный метод включает в себя вытирание горячей пайки на мокрой губке.Основное преимущество заключается в том, что он эффективно удаляет остатки старого припоя и потока, не будучи чрезмерно абразивным.Влажность быстро охлаждает припой, что позволяет легко стереть.Тем не менее, внезапное охлаждение может вызвать тепловой удар, потенциально повредит наконечник с течением времени и сокращает его срок службы.
Металлическая шерсть: металлическая шерсть, часто изготовленная из латуни или нержавеющей стали, обеспечивает другой метод очистки.Вытирать кончик на металлическую шерсть очищает его, не вызывая резкого охлаждения, уменьшая тепловое напряжение и, возможно, продлевая срок службы наконечника.Тем не менее, абразивная природа металлической шерсти может изнашивать наконечник, если он используется слишком много.

Рисунок 15: Два общих метода очистки наконечника
Огнать наконечник: процесс и важность
Чтобы начать процесс жестки, сначала убедитесь, что наконечник чистый, используя влажную губку или металлическую шерсть.Затем нагрейте паяльное железо до рабочей температуры.После нагревания коснитесь небольшого количества припоя прямо к наконечникам и осторожно покройте весь наконечник расплавленным приповкой.Наконец, кратко протрите наконечник на чистящем материале, чтобы удалить лишнюю припоя, оставив блестящее покрытие на кончике.
Огнать важна для поддержания долговечности и эффективности наконечника пайки железа.Создавая защитный слой, олова предотвращает окисление и коррозию, когда наконечник горячий и подвергается воздействию воздуха.Хорошо окрашенный наконечник повышает теплопроводность, позволяя получить более эффективную и точную теплопередачу в припоя.Регулярное олова не только улучшает производительность, но и продлевает продолжительность жизни кончика, сохраняя его чистый и ухоженный, тем самым снижая частоту замены.
Методы пайки
Мы исследуем различные методы пайки, их методы, использование и советы для лучших практик.
Мягкая пайки
Мягкая пайчка является наиболее распространенной техникой в электронике.Он использует сплав с низкой точкой плавления, смесь олова и свинца или для более безопасных вариантов, олово с медной или серебром.Температура относительно низкая, около 250 ° C, подходит для теплочувствительных электронных компонентов.
Чтобы начать пайку, начните с тщательной очистки поверхностей, которые должны быть соединены, обеспечивая удаление всех масел и окисления.Затем примените поток на поверхности, чтобы предотвратить окисление во время процесса пайки.Нагрейте соединение, используя паяльный железо, затем нанесите припой, позволяя ему свободно течь через соединение, чтобы создать безопасное соединение.Для оптимальных результатов используйте паяльный утюг с соответствующим размером наконечника, чтобы поддерживать лучшую тепловую контроль и избежать перегрева компонентов, что может привести к повреждению.Убедитесь, что припоя распределен равномерно для достижения надежного и долговечного соединения.
Жесткая пайка
Жесткая пайка, или паяка, использует более высокий сплав с сплавом пластинга, латунный или сплав серебра, при температуре в диапазоне от 600 до 900 ° C.Он подходит для соединения металлических деталей в сантехнике, системах HVAC и других ситуациях, требующих сильных суставов.
Во -первых, убедитесь, что все поверхности тщательно очищены.Затем примените поток на область, чтобы предотвратить окисление при воздействии высоких температур.Затем нагрейте детали факелом и осторожно нанесите припой.Важно тщательно нагреть сустав, не перегревая окружающий металл.Всегда носите защитное оборудование, такое как перчатки и защита глаз, чтобы защитить от высоких температур и потенциального металлического брызга.
Стрелка пайки
Пять из -за производства печатных плат (печатные платы) для припадения нескольких компонентов одновременно.Этот метод включает в себя применение пая (смесь потока и частиц припоя) к плате, размещение компонентов сверху, а затем нагревать сборку в духовке.
Чтобы собрать печатную плату (PCB), начните с применения припоя пая на плату, используя трафарет.Затем тщательно поместите компоненты на доску.Затем запустите печатную плату через печь для выстроения, обеспечивая контролируемый профиль температуры.Следите за температурой, чтобы предотвратить холодные суставы или перегретые компоненты.И, наконец, убедитесь, что паяная паста свежая и хранится правильно, чтобы сохранить его эффективность.
Волна пайки
Волновая пайки-это массовый процесс пайки для печатных плат, эффективно для компонентов с сквозным покрытием.Он включает в себя передачу печатной платы через волну расплавленного припоя, которая придерживается открытых металлических областей, где был применен поток.
Начните с вставки всех компонентов сквозного отверстия на печатную плату.Затем примените поток на нижнюю часть печатной платы, чтобы облегчить процесс пайки.Затем пропустите печатную плату через расплавленную припояную волну, используя конвейерную систему, гарантируя, что припой придерживается должным образом.Для оптимальных результатов отрегулируйте скорость конвейера и высоту волны, чтобы достичь даже пайки по всей плате.Разогрейте печатную плату, чтобы предотвратить тепловой удар и обеспечить более плавный поток припоя.
Как припаять?
Перед началом пайки важно подготовить ваш паяльный железо, покрыв его совет припоем.Это помогает железу нагреться лучше и длится дольше, предотвращая износ.Сначала прикрепите наконечник к железу и включите его, установив температуру до 400 ° C (752 ° F), если вы можете его отрегулировать.Очистите наконечник влажной губкой, чтобы удалить грязь или ржавчину.После того, как очистите, немного нагрейте наконечник и прикоснитесь к нему припой, пока он не будет равномерно покрыт.Вы должны сделать это до и после каждого использования, чтобы сохранить наконечник в хорошей форме.Со временем наконечник будет изнашиваться и нуждается в замене, если станет грубым или поврежденным.
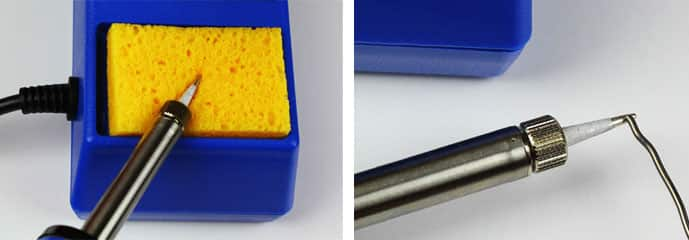
Рисунок 16: Огнать наконечник
Чтобы припаять, приводящий к плате, начните с вставки светодиодных лидеров в обозначенные отверстия.Переверните доску и согните свинцы наружу под углом 45 градусов, чтобы держать их в контакте с медной подушкой.Питание на паяльном железе и установите его на 400 ° C.Нагрейте соединение, поместив наконечник железа как на медную подушку, так и светодиодную лидерство примерно на 3-4 секунды.Это обеспечивает адекватную теплопередачу.Затем косвенно введите припой в соединение, позволяя теплому расторг из припоя, образуя прочную связь.После снятия железа, дайте припов остыть естественным образом, чтобы достичь гладкого, блестящего соединения с конусной формой.Обрежьте любые лишние свинцы, как только припоя затвердевает.

Рисунок 17: Как припаять (1)
Чтобы припаять провода вместе, начните с лишения изоляции от проволочных концов и скручивания любых межсековых проводов, чтобы предотвратить потерю.Нагрейте пайку, затем нажмите наконечник к одному из проводов в течение 3-4 секунд, чтобы согреть его.Равномерно нанесите припой через нагретый провод и повторите это со вторым проводом.После того, как оба провода будут окрашены, выровняйте их и разогрейте соединение с железом, чтобы растопить припой на обоих проводах, обеспечивая твердую связь.Дайте суставу остыть естественным путем, прежде чем изолировать его с теплоусадочной трубкой.Этот метод гарантирует прочную, прочную связь, которая выдерживает физическое напряжение и электрический износ.
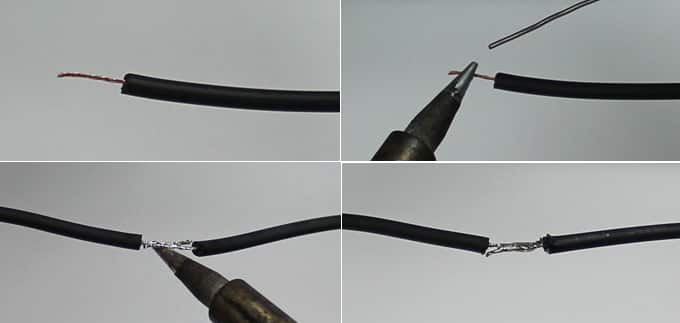
Рисунок 18: Как припаять провода(2)
Освобождение хорошего для удаления электронных компонентов или исправления ошибок пайки.Используйте дезинную оплетку (или паяную фитиль), положив ее на соединение и нагревая ее с помощью паяльного железа.Прекрата поглощает расплавленную припой, чисто удаляя его из сустава.Осторожно обработайте горячую оплетку, чтобы избежать ожогов.Для большего количества припоя, используйте припор для припадения.Приготовьте присоску, нажав на плунжер, нагрейте соединение, затем поместите наконечник присоски над расплавленным паянием и нажмите кнопку, чтобы создать всасывание, отменив припов.Повторите, как это необходимо, чтобы очистить соединение.
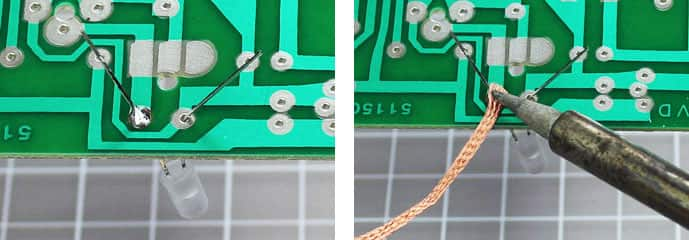
Рисунок 19: Падение
Общие проблемы с пайком
Избыточная припоя может вызвать короткие цирки, соединяя отдельные соединения, рискуя функциональность устройства и безопасность.Вот методы управления и удаления избыточного припоя:
Используя паяный фитиль: паяный фитиль или паяющий косичку, состоит из тонких медных проволочных цепей, которые поглощают припоя при нагревании.Чтобы использовать его, поместите оплетку на избыточный паярь и нажмите на подогрев припаян на косичку.Когда припая тает, он поглощается в оплетку, удаляя ее из предполагаемой области.Убедитесь, что железо не слишком жарко, чтобы не повредить косичку или плату.
Инструмент пристарки Solder: этот инструмент эффективен для больших каплей припоя.Приставая присовка - это небольшой механический насос, который пылесосит расплавленный припой, когда его спусковой крючок нажимается.Нагрейте припой до расплавленного состояния с пайком, затем быстро поместите кончик припоя приподке на расплавленную припоя и активируйте его.Время и позиционирование важны для эффективного использования.
Распыление и отталкивание: иногда разогреть припоя и утащить его с пайком железного наконечника может быть достаточно для небольших излишек.Этот метод требует устойчивой руки и контроля над пайком, чтобы избежать дальнейшего распространения припоя.
Профилактические меры: Для предотвращения избыточного припоя используйте только сумму для сустава.Тщательно нагрейте соединение перед нанесением припоя и удалите паяльную проволоку перед удалением тепла, чтобы избежать чрезмерного потока.
Заключение
Учимся, как хорошо, нуждаюсь в паяре для тех, кто работает с электронными устройствами.Это руководство охватыло инструменты, материалы и методы, необходимые для хорошей пайки.Он подчеркивает важность выбора правильных инструментов, управления температурой и использования правильных типов припоя и потока.Это объясняет различные виды пайков и их использование и роль потока в приготовлении металлических поверхностей.Руководство также рассказывает о том, как ухаживать за подходящими советами и подробными методами пайки, показывающими необходимость точность и уход в каждой задаче.С помощью этой информации читатели лучше подготовлены, чтобы справиться с различными рабочих мест в пайке, следя за тем, чтобы их электронные проекты были долговечны и хорошо работают со временем.
Часто задаваемые вопросы [FAQ]
1. Что никогда не следует использовать при пайке?
При пайке избегайте использования материалов, которые могут поставить под угрозу целостность соединения или представлять опасность безопасности.Во -первых, не используйте кислоты или неизвестные химические вещества в качестве потока, должны применяться только специфические потоки паящиков.Следует избегать ведущих припов в электронике из-за рисков для здоровья и нормативных ограничений.Материалы, такие как пластик, которые могут растопить или излучать вредные пары при высоких температурах, не подходят для прямой пайки.
2. Что самое сложное для припадения?
Алюминий выделяется как сложный для припая из -за его быстрого образования оксидного слоя при воздействии воздуха.Этот оксидный слой препятствует способности припоя придерживаться алюминиевой поверхности.Специальные методы и потоки необходимы для эффективного припыщения алюминия, что делает его более сложной задачей, чем паяль более восприимчивых металлов, таких как медь или серебро.
3. Вы одержите серебро перед пайками?
Да, маринование серебра перед пайком - обычная практика.Закал включает в себя погружение серебра в мягкий кислый раствор для удаления окисления поверхности и загрязняющих веществ.Этот процесс очищает металл, гарантируя, что припой придерживается должным образом и образует прочную, чистую связь.Это шаг для достижения профессиональной финиша в серебряной пайке.
4. Нужен ли мне поток для припадения?
Поток требуется для пайки почти всех металлов.Он служит для очистки и подготовки металлических поверхностей во время нагрева, позволяя приповке плавно течь и эффективно связываться.Без потока припой может плохо придерживаться, что приводит к слабым суставам и потенциальному отказу в электрической или структурной целостности.Это необходимо использовать правильный тип потока для металла и припоя, с которыми вы работаете, чтобы убедиться, что пайки хорошо работают.
5. Почему я не могу оловить свою паяльную железу?
Если вы не можете оказать ожого своего паяльного железа, это, вероятно, из -за:
Окисление наконечника: если наконечник окислен, он не будет правильно растопить припой.Очистите наконечник влажной губкой, когда железо жарко.Если окисление является сильным, используйте жестяной кончики или замените наконечник.
Неправильная температура: если температура слишком низкая, припой не тает.И наоборот, если он слишком высок, припой может испаряться или сгореть, предотвращая правильное олова.
Загрязнение: убедитесь, что наконечник не был загрязнен другими материалами, которые также могут помешать приповке.
О нас
ALLELCO LIMITED
Прочитайте больше
Быстрое запрос
Пожалуйста, отправьте запрос, мы ответим немедленно.

Понимание датчиков давления: функциональность, типы и использование
на 2024/08/7
Методы зарядки
на 2024/08/6
Популярные посты
-
Что такое GND в цепи?
на 1970/01/1 3039
-

Руководство по разъемам RJ-45: Цветовые коды разъема RJ-45, схемы проводки, приложения R-J45, листы RJ-45
на 1970/01/1 2608
-

Типы разъемов волокна: SC VS LC и LC VS MTP
на 1970/01/1 2162
-
Понимание напряжений питания в электронике VCC, VDD, VEE, VSS и GND
на 0400/11/13 2073
-

Сравнение DB9 и RS232
на 1970/01/1 1790
-

Что такое батарея LR44?
Электричество, эта вездесущая сила, тихо пронизывает все аспекты нашей повседневной жизни, от тривиальных гаджетов до опасного для жизни медицинского оборудования, он играет тихую роль.Тем не менее, по -настоящему ухв...на 1970/01/1 1754
-
Понимание основ: сопротивление индуктивности, и успеваемость
В запутанном танце электротехники трио фундаментальных элементов занимает центральное место: индуктивность, сопротивление и емкость.Каждый носит уникальные черты, которые определяют динамические ритмы электронных ...на 1970/01/1 1706
-

Комплексное руководство по батарее CR2430: Технические характеристики, применения и сравнение с батареями CR2032
Что такое батарея CR2430?Преимущества батарей CR2430НормCR2430 Аккумуляторные приложенияCR2430 эквивалентCR2430 против CR2032Батарея CR2430 РазмерЧто искать при покупке CR2430 и эквивалентахЛист данных PDFЧасто задаваемые вопросы Батареи ...на 1970/01/1 1640
-
Что такое RF и почему мы его используем?
Технология радиочастотной (RF) является ключевой частью современной беспроводной связи, что позволяет передавать данные на большие расстояния без физических соединений.Эта статья углубляется в основы РФ, объясняя, ка...на 1970/01/1 1620
-
Комплексное руководство по HFE в транзисторах
Транзисторы являются важными компонентами в современных электронных устройствах, что позволяет усилить и контроль сигнала.Эта статья углубляется в знания, окружающие HFE, включая то, как выбрать значение HFE транзистор...на 5600/11/13 1563
Горячий номер детали
-

ADG1222BRMZ
Analog Devices Inc.
IC SW SPST-NCX2 200OHM 10MSOP
OPA340UA/2K5
Texas Instruments
IC OPAMP GP 1 CIRCUIT 8SOIC
FM93C56VM8
Fairchild Semiconductor
IC EEPROM 2KBIT MICROWIRE 8SOIC
ML4821CP
Fairchild Semiconductor
POWER FACTOR CONTROLLER
SKY13533-11
Skyworks Solutions Inc.
IC ANTENNA SWITCH MCM
MPSA10
Fairchild Semiconductor
TRANS NPN 40V 0.1A TO92-3
MMBD4148,215
NXP Semiconductors
DIODE GEN PURP 75V 215MA TO236AB
TC58BVG1S3HBAI4
Kioxia America, Inc.
IC FLASH 2GBIT 63TFBGA
RSB12JS2T2R
Rohm Semiconductor
TVS DIODE 9VWM EMD6
LTC1606CSW#PBF
Analog Devices Inc.
IC ADC 16BIT SAR 28SOIC
GE28F640C3TC80
Intel
IC FLASH 64MBIT PARALLEL 48VFBGA
VIPER25LD
STMicroelectronics
IC OFFLINE SWITCH FLYBACK 16SO
GRM155R61A473KA01D
Murata Electronics
CAP CER 0.047UF 10V X5R 0402
SC4626HSKTRT
Semtech Corporation
IC REG BUCK 1.5V 1A SOT23-5
2SC2620QCTL-E
Renesas Electronics America Inc
RF SMALL SIGNAL BIPOLAR TRANSIST
MPC860DEZQ50D4
NXP USA Inc.
IC MPU MPC8XX 50MHZ 357BGA
TLV809EA26DBZR
Texas Instruments
IC SUPERVISOR 1 CHANNEL SOT23-3
74F163APC
onsemi
IC BINARY COUNTER 4-BIT 16DIP -

AT24C256C-SSHL-T
Microchip Technology
IC EEPROM 256KBIT I2C 1MHZ 8SOIC
MAX1698EUB+
Analog Devices Inc./Maxim Integrated
IC LED DRIVER CTRLR 10UMAX
TVS0500DRVR
Texas Instruments
UNIDIR PRECISION SURGE DIODE
MC9S12E64CPVE
Freescale Semiconductor
IC MCU 16BIT 64KB FLASH 112LQFP
ATTINY24A-CCU
Atmel
IC MCU 8BIT 2KB FLASH 15UFBGA
LT3021ES8-1.2#PBF
Analog Devices Inc.
IC REG LINEAR 1.2V 500MA 8SOIC
VOM618A-7X001T
Vishay Semiconductor Opto Division
OPTOISOLATOR 3.75KV TRANS 4-SOP
MTEDCBR002SAJ-1M2IT
Micron Technology Inc.
MODULE FLASH NAND SLC 2GB
TCM809TENB713
Microchip Technology
IC SUPERVISOR 1 CHANNEL SOT23-3
CY7C1460AV25-167AXC
Infineon Technologies
IC SRAM 36MBIT PAR 100TQFP
B82725A2123N041
EPCOS - TDK Electronics
COMMON MODE CHOKE
STB70NF03LT4
STMicroelectronics
MOSFET N-CH 30V 70A D2PAK
TPUH6J S1G
Taiwan Semiconductor Corporation
DIODE GEN PURP 600V 6A TO277A
LBR2012T470K
Taiyo Yuden
FIXED IND 47UH 75MA 1.7 OHM SMD
LT1171IT#PBF
Analog Devices Inc.
IC REG MULTI CONFG ADJ TO220-5
MAX547AEMH+
Analog Devices Inc./Maxim Integrated
IC DAC 13BIT OCTAL PAR 44-MQFP
MC56F8255VLD
NXP USA Inc.
IC MCU 16BIT 64KB FLASH 44LQFP
LTC4224CDDB-1#TRMPBF
Analog Devices Inc.
IC HOT SWAP CTRLR GP 10DFN -

24LC08B-I/MS
Microchip Technology
IC EEPROM 8KBIT I2C 400KHZ 8MSOP
MPQ4572GQB-AEC1-Z
Monolithic Power Systems Inc.
HIGH-EFFICIENCY, 2A, 60V, FULLY
F931C475MAA
KYOCERA AVX
CAP TANT 4.7UF 20% 16V 1206
MAX4394EUD+
Analog Devices Inc./Maxim Integrated
IC AMP VOLTAGE FEEDBACK 14TSSOP
TNETX3150GGP
Texas Instruments
SUPPORT CIRCUIT, CMOS, PBGA352
GRM1555C2A6R6CA01D
Murata Electronics
CAP CER 6.6PF 100V C0G/NP0 0402
NCS2202SQ1T2G
onsemi
IC COMPARATOR 1 GEN PUR SC88A
MAX6369KA/V+T
Analog Devices Inc./Maxim Integrated
IC SUPERVISOR 1 CHANNEL SOT23-8
MAX503CWG+
Analog Devices Inc./Maxim Integrated
IC DAC 10BIT V-OUT 24SOIC
LC5768MC-75F256C
Lattice Semiconductor Corporation
IC CPLD 768MC 7.5NS 256FPBGA
GRM1555C1E8R1CZ01D
Murata Electronics
CAP CER 8.1PF 25V C0G/NP0 0402
MAX6375XR31-T
Analog Devices Inc./Maxim Integrated
IC SUPERVISOR 1 CHANNEL SC70-3
TPSD107M016R0100
KYOCERA AVX
CAP TANT 100UF 20% 16V 2917
SN74F112N
Texas Instruments
IC FF JK TYPE DUAL 1BIT 16DIP
CDCS503TPWRQ1
Texas Instruments
IC CLK BUFFER 1:1 108MHZ 8TSSOP
GRM3195C1H222JA01J
Murata Electronics
CAP CER 2200PF 50V C0G/NP0 1206
AP3407KTR-G1
Diodes Incorporated
IC REG BUCK ADJ 1.2A SOT23-5
MCP6273T-E/SN
Microchip Technology
IC OPAMP GP 1 CIRCUIT 8SOIC